The first step in understanding how process conditions and materials affect your products’ quality is to merely look at it; visualization. In our software this is easy, extract the data (from various sources such as OSISoft PI, SQL Server, text, Excel,…), clean it up a bit (some art here) and select variables and start plotting; trends, histograms and most importantly scatter plots.
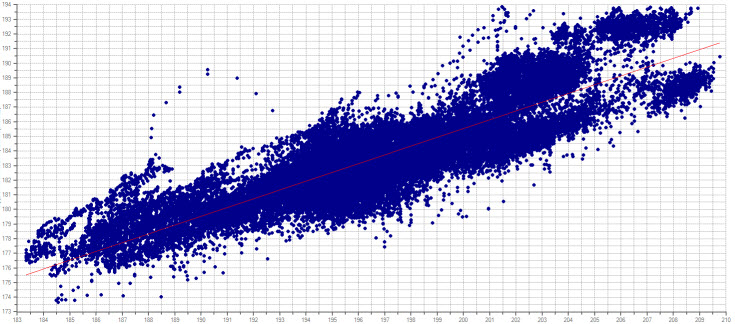
Above shows a simple example of a
- Scatter plot, useful for seeing the relation between two variables. Bubble plots are scatter plots where the size of the dot is another variable and color as well, allowing for 4D view.
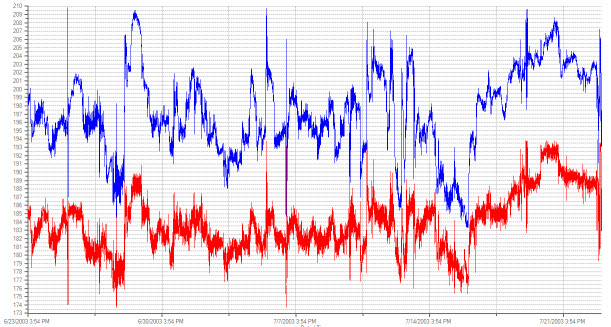
- Trend plot, useful to seeing how variables “dance” through time, individually or in concert.
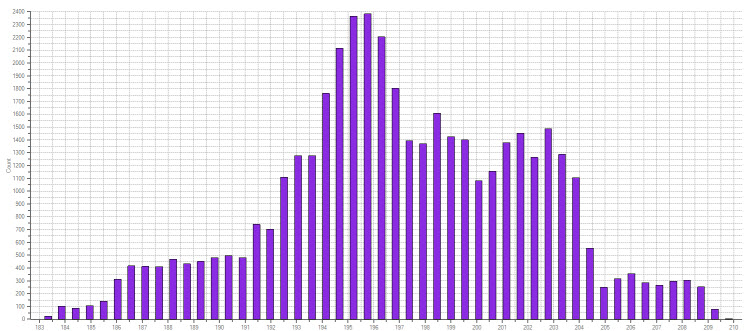
- Histogram which gives you insights in how variables are distributed and vary in thier values or comparing between similar variables, such as before and after treatments where you are wanting to reduce variance.
These three chart types, and their variants (bubbles, 3D/4D scatters, trends) are sufficient to explore most data in manufacturing sufficiently to see and understand the process at least from a 2-4 variables at a time perspective. Beyond that, you need intelligent software built for the job to sort it out; Intellect Server.